Conformal cooling is a cooling passageway which follows the shape or profile of the mould core or cavity to perform rapid uniform cooling process for injection moulding or blow moulding processes. This is a general definition of conformal cooling.
It is nothing new that companies aim for obtaining better and better parameters and optimisation of the productive processes. Thanks to SLM additive technology, the process of shaping the channels is, these days, more efficient and offers numbers of advantages.
Technological advantages
Cooling time
Process optimisation
Cost reduction
Thanks to the channels which have changeable geometry – conformal cooling – mould cooling time is far more reduced in the subjective study and is total almost 50%. You can study this case in Kärcher and see the results after changing the injection moulds.
Because of using professional software, we are able to analyse the whole designing process and move on to the material and parametric mould optimisation without testing it after production.
In accordance to speeding up the whole mould production process, the productive efficiency of finished elements is higher. This results in decreasing the cost because the mould is ready to be used in another cycle in faster time.
Technological possibilities
Speed
Clarity
Simplicity
Process partnership
Optical Control System OCS
Protective gas stream
The filtration system and the new metallic powder collector
We specialise in mould production for over 30 years
The new Renishaw’s OCS system is dedicated module software used in controlling the optical functions of AM400 machines. At present, the operator controls the focus and the movement of the laser beam thanks to one and fully integrated controlling system, at the same time, increasing the speed, precision and finishing touch on the surface of the construction.
The system emits supportive gas stream in parallel with the protective window lens of the laser. The gas flow functions as a barrier against gathering of the agglomerates on the window lens, helping at the same time, to preserve accuracy, repeatability and maximisation of the laser beam transmission during the whole process.
The filtration system of high capacity helps us preserve clean atmosphere inside the chamber and extend the time between filter changes. It enables production of bigger items with minimum of the operator activity. The new Renishaw’s powder receiving collector allows us to use smaller and easier to hand-carry material containers.
ROSINSKI PACKAGING, in order to satisfy the needs of customers, uses the latest SLM technology – additive injection mould manufacturing. Our engineers will lead you through the whole process – from the prototype to the final mould.
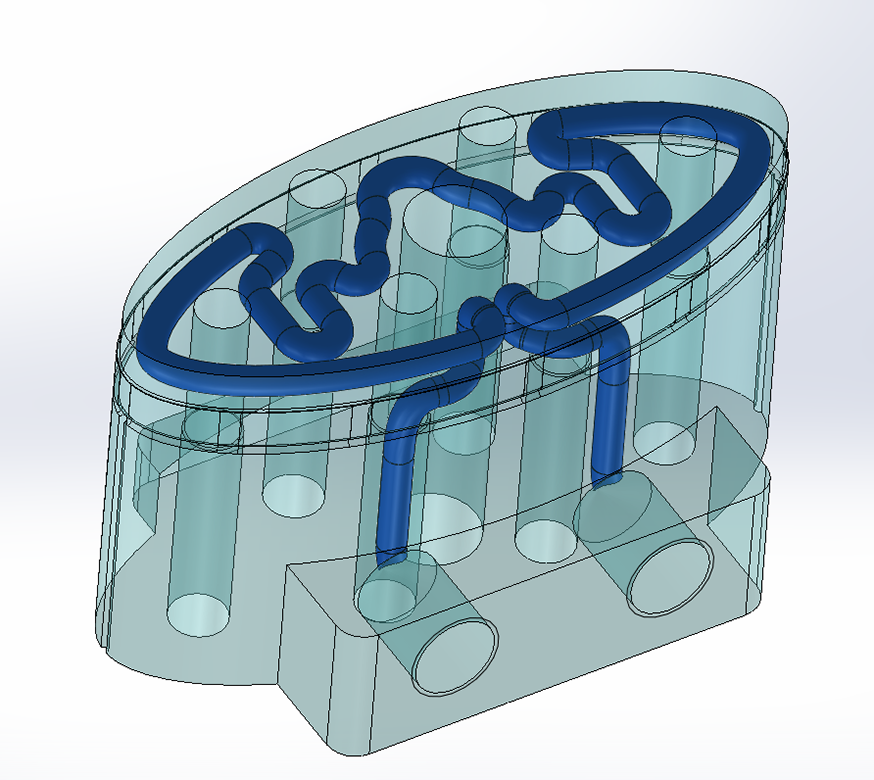
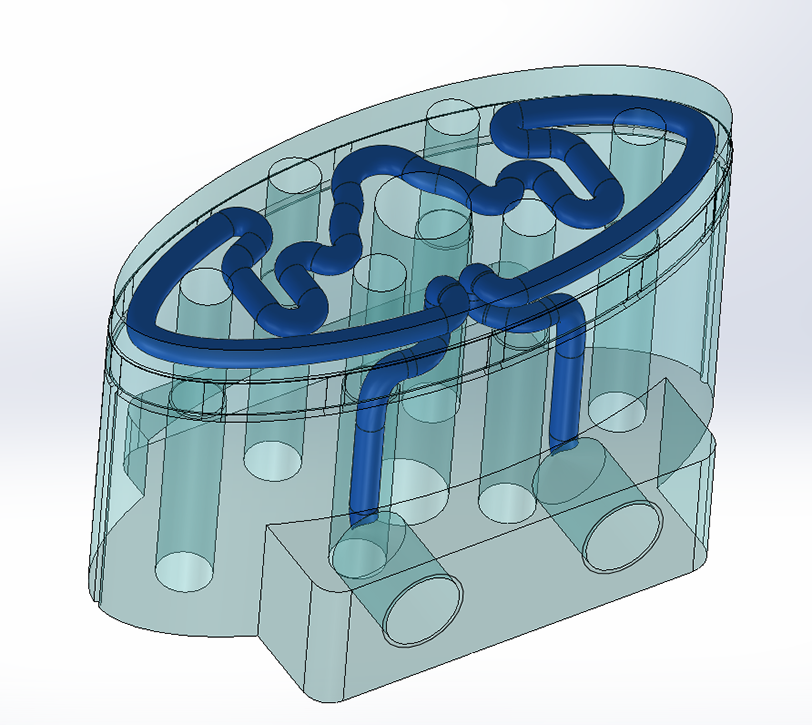
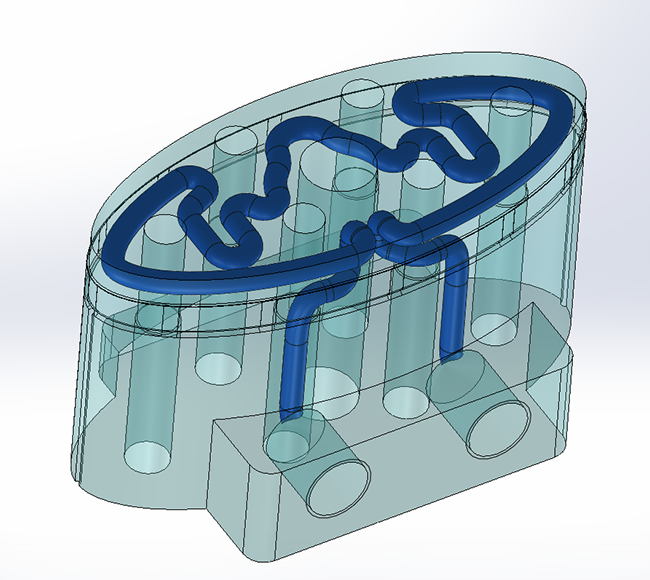
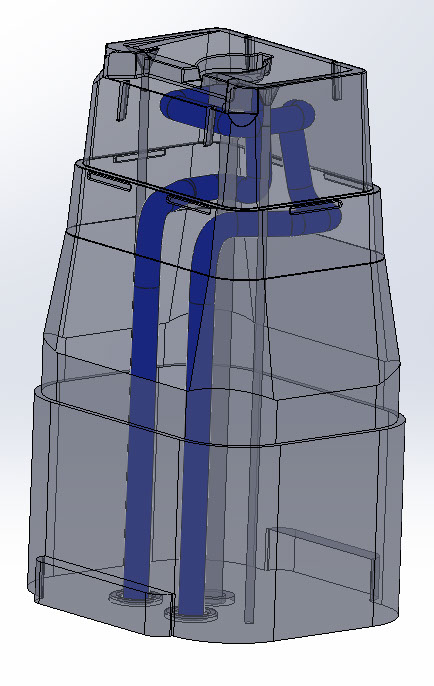
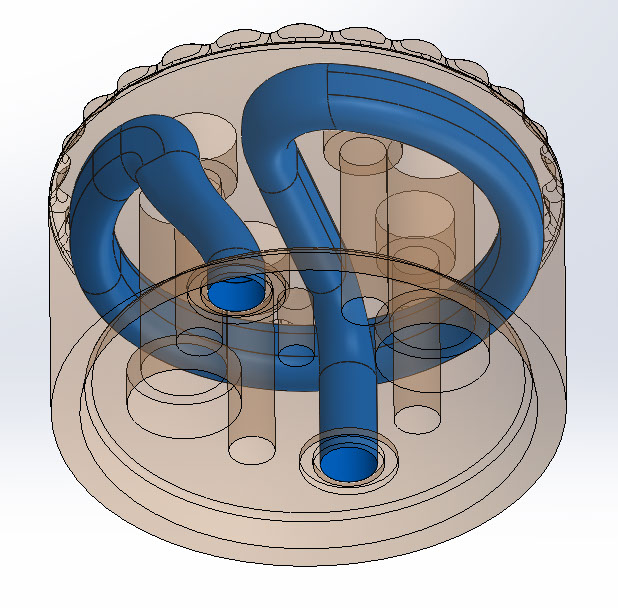
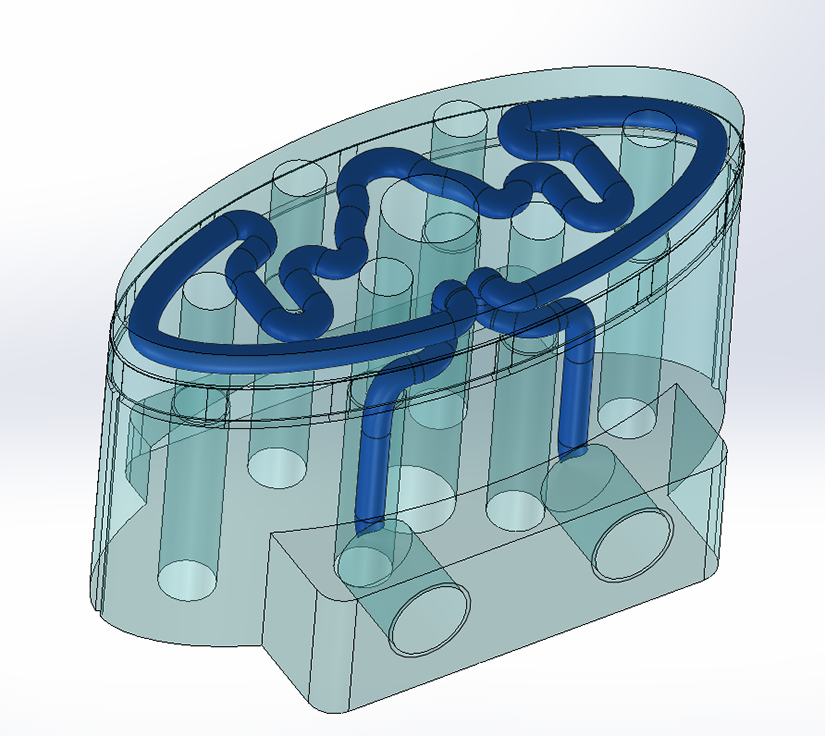
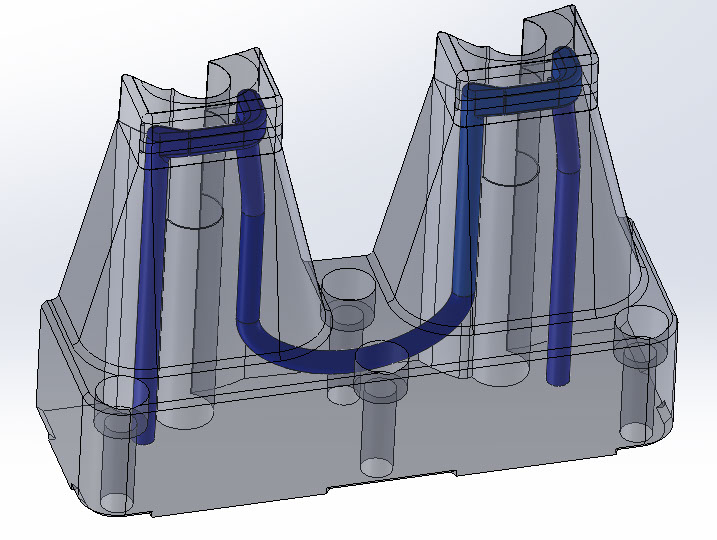
The examples of mould inserts using conformal cooling
x
Case study
The solution for Kärcher
CASE ISSUE:
1
The industry:
Precise processing
2
The challenge:
Increasing the production speed for current injection moulds
3
The solution:
Creating the mould using SLM conformal cooling technology
THE DEVICES AND THEIR SPECIFICITY
THE CHALLENGE
Kärcher’s high-pressure washers came to our homes for good. Their characteristic light yellow elements are difficult to confuse with any other manufacturer of this kind of device. Their solutions are used in all of the tasks done in our homes, both inside and outside.
There is a constant growth for the demand of their devices distributed all over the world. The devices are produced in millions of copies each year. The above mentioned K2 model was sold in 2 million copies. This growth demanded even better process manufacturing management from the company so that it could meet the global expectations.
In that time, Kärcher company, undoubtedly, needed to increase the production. It was Leopold Hoffer’s main purpose. He was the injection mould coordinator in the manufacturing plant in Obersontheim. Kärcher’s base was then 6 injection molding machines which have produced almost 1500 casings every day. The easiest solution seemed to be the complementation of the machinery with new injection molding machines. Nevertheless, Hoffer claimed that it was enough just to increase the present machinery efficiency. He assigned that to LBC Engineering (the company taken over by Renishaw GmbH). The assignment was based on designing the mould with using conformal cooling. The effect was absolutely brilliant and outgrew Kärcher’s expectations.
CONVENTIONAL MOULD
The cycle time is 52 seconds where 22 seconds
is the time of mould cooling
drilled inserts – mechanically – the possibility
of creating only plain cooling channels
Insert wall temperature is 110 Celsius degrees
Daily efficiency for 1 injection
molding machine is 1500 casing
CONFORMAL COOLING MOULD
Cycle manufacturing time is now 37 seconds where 10 seconds is the time of mould cooling
Hybrid solution made from additive technology – 3D printing with changeable geometric channels
Insert wall temperature was reduced to 70 Celsius degrees
Daily efficiency for 1 injection molding machine increased to over 2100 pieces of casing – 40% of growth
Renishaw’s source materials
Renishaw’s source materials
CONCLUSION
Using injection moulds with assistance of conformal cooling is not only increasing the manufacturing optimisation and reducing cycle time, but is also the very legitimate way for the companies dealing with injection molding elements manufacturing. The designing process also allows us to point out the defects of constructive solutions faster because it happens at the stage of software without the need of producing the mould and testing it every time. Thanks to many simulations we are able to eliminate deformations, we optimise cooling medium channels as well as the temperatures needed for the proper cycle. In the model example using Renishaw’s technology, Kärcher received higher efficiency – productive capacity reached 40%. ROSINSKI PACKAGING can also produce in the additive mould manufacturing using conformal cooling owing to the fact that the company implements Renishaw’s AM 400 technology.
See also:
3D metal print DMLS / SLM
Designing and optimisation
Thermographic analysis
The company is located in the south of Poland in Bielsko-Biała, in the center of eastern-central Europe, where the distance from Bielsko-Biała to Warsaw, Prague, Budapest, Vienna or Dresden is comparable.
2017 Rosinski Packaging. All Rights Reserved. Developer: BardziejKreatywni.pl